



什么是山东汽车检验工具,检验工具设计公司
东莞市永帆汽车检测设备有限公司将为您详细解释fBosrl山东汽车检测工具,综合测量检测工具的相关知识和详细信息
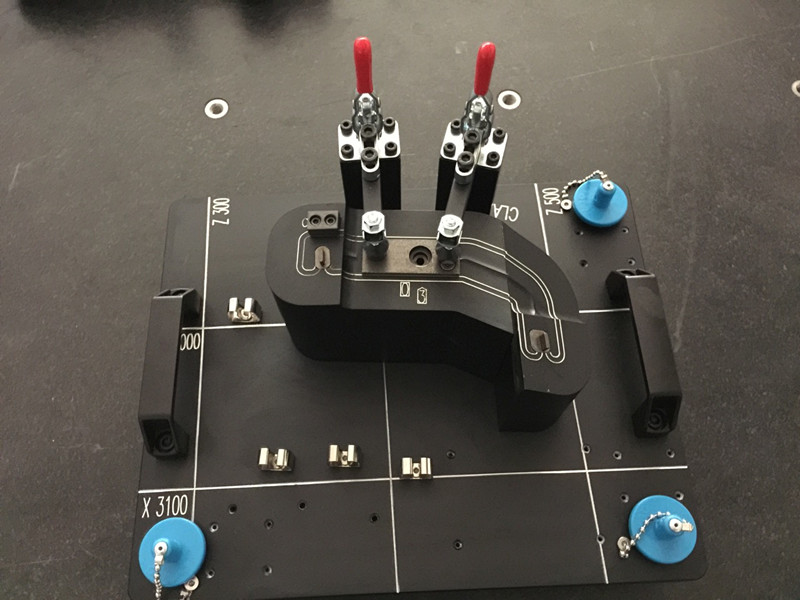
1.底板2.测量参考块3.接收柱4.参考块5.工件6.支撑柱7.闩锁销8.闩锁销套筒9.测量块10.测量座1 1.取消
3个测量基准块2用作检查工具加工后的检查用测量基准;伸缩柱3用于安装和拆卸肘杆式压缩机(未示出)以夹紧工件并使工件闭合。通过推拉销钉7,可以完成the1 5. 9mm圆柱体外表面的位置误差的检测,并且通过操纵销钉可以完成压板底面P的轮廓误差检测。 11.检查装置的底板和接收柱由铝合金型材制成,螺栓由可调节钢制成,具有光滑整洁的外观。螺栓正在上油,连接是否顺畅。
如何使用检查工具
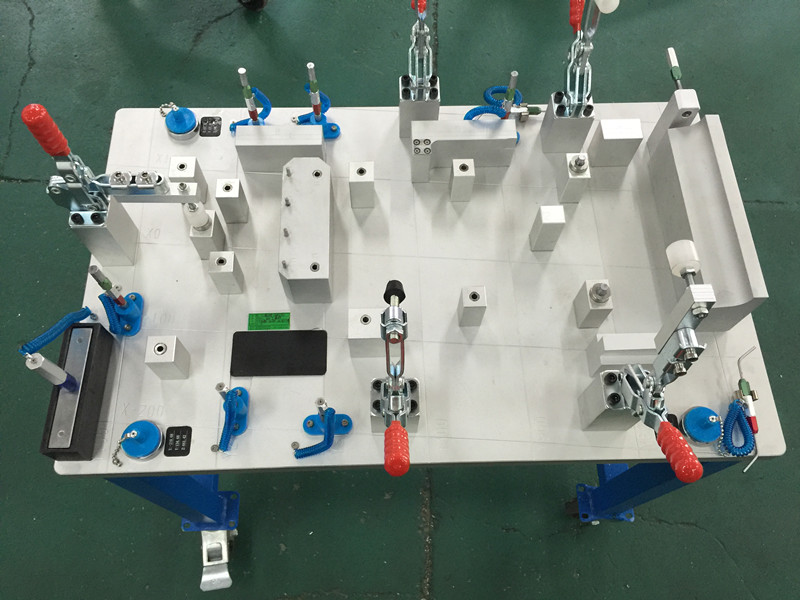
一种方法是夹紧马蹄形压头。卡盘材料为铝,并且开口齿应大于6. 5mm。如果使用相同的方法检查夹具,则坐标测量机可以测量RPS定位面的基部。点。为了达到这个目的,夹具臂不应超过RPS定位表面的基点,否则三坐标探针将被夹具臂覆盖并影响测量。另外,假设在定位面上有定位销或检查销,应注意的是,在打开夹具时,卡盘不应干扰定位销或检查销,这会影响可操纵性。

将检查工具平放在工作台上,重置检查工具的销钉7和11,然后打开压实机准备进行测量。
拿起工件,将工件的前法兰块夹紧到参考块4中,并操纵伸缩柱3上的压实机将其压缩。
旋转销钉7,使销钉7上的导向销卡入导向槽并向下。如果可以将销钉平稳地插入测试接头,则证明接头位置合格。
将设置销钉11推到左侧,然后可以将设置销钉拨到底。同时,沿测量块9的平面视觉观察测量块9和工件压力板之间的位置关系。如果压力板的底面不模糊,则证明压力板的轮廓。底面通过了公共服务。该方法适用于厚度小于6mm,韧性好的薄壁材料的焊接。
如果可以成功完成上述操作,则表明管道组件已通过且检查已完成。

检查工具的应用
作为自动化制造系统的基本要素,人类可以与任何自动化子系统分离。此外,良好的组织和管理组织及机制对于设计和优化自动化制造系统的运行必不可少。本节涉及的自动化制造自动化首先是机器设备处理子系统。

检查工具测量系统分析(MSA)承认它满足管道组件的检查要求。它可以在运行期间每10秒检测一次工件。它用于管道组件的整个检查过程。理论证明,该检验工具操作简单可靠。完全满足使用要求。每5万件或使用半年后将对检查工具进行一次测试,应停止对尺寸的全面重新测试。
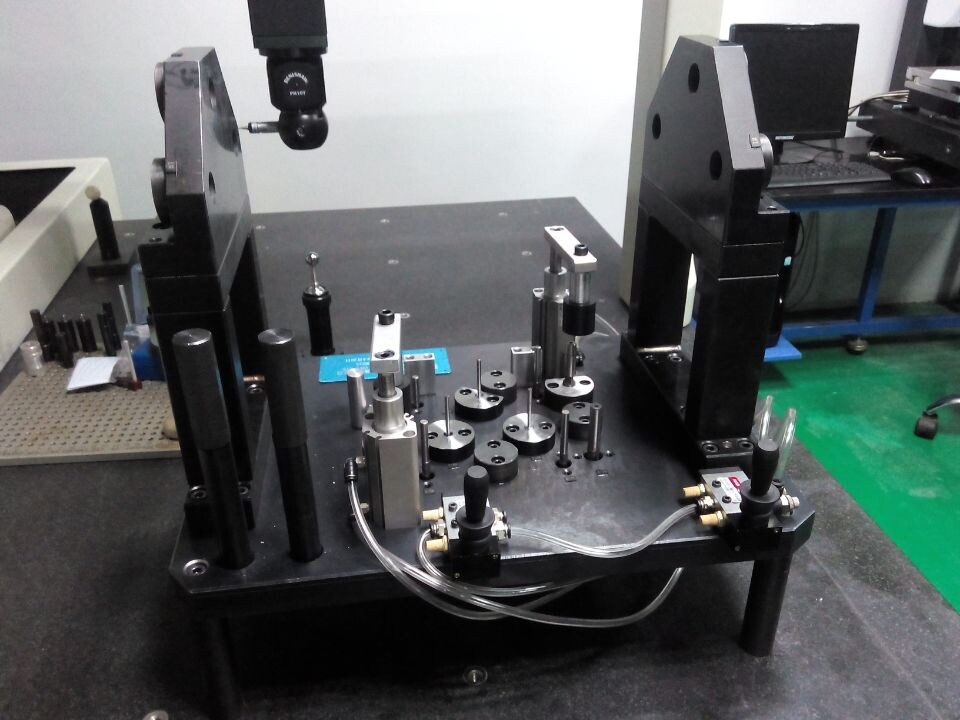
量规的主体是普通量规的第一框架,它首先由量规主体,测量座,固定探针,可移动探针,心轴定位块,导向座和锁紧螺钉组成。
⑴分析零件图并了解技术要求。从零件图的尺寸标签可以看出:轴的首次出现是每个段的公共轴直径80、65、55,而不仅仅是每个轴都有更高的尺寸精度和表面积要求,并且彼此之间也对位置精度有更高的要求。此外,需要加工的55、80的两个轴颈上都有一个平坦的键槽。

探头通过六角形内六角螺钉固定在测量工具的测量体上,心轴定位块通过六角形内六角螺钉连接到可移动的测量头。固定的测量头,定位接收和导向块被焊接并固定在测量工具的测量体上。它可以由聚苯乙烯,聚氯乙烯,聚氨酯和其他树脂制成。
可移动探针右端的迷宫为φ20f6轴颈,以匹配导向器主体上φ20H7的内孔,以确保可移动探针可以移动。
设想量规主体上的心轴定位块上的弧形凹槽具有以下特征:同时,夹具可以充分保证生产过程的完美,这也可以保证加工的准确性和可靠性。产品的质量。
(1)测量工具主体的四个接收和定位底平面构成了平面B,并且心轴定位块的弧形凹槽的中心轴必须穿过该平面。
(2)将固定探针和可移动探针制成面包管,同时使一个φ139. 5mm圆柱体接触,圆柱体的中心在平面B中弯曲。圆筒取自心轴定位块弧槽之间的中心,距离为60±0.01mm,企业的经营环境要素主要包括国际经济环境,国内宏观经济形势,行业技术状况,行业技术发展,行业政策,公司在同一行业中的地位,主要竞争对手的状况以及行业企业状况等。

上述特征确保了在工件定位之后,量规主体心轴定位块的弧槽中心与要检测的内弧半径R70中心重合,这与参考重合和确保工件的精确定位。
螺旋心轴和叶片的一侧完全焊接,另一侧完全焊接。如果不能很好地控制焊接变形,则在安装和拆卸螺旋轴时,螺旋轴两端轴承位置的同轴度误差会更大。在运行过程中会产生离心力,从而引起振动并增加输送阻力。因此,必须采用合理的焊接顺序和准确的焊接方法。采用二氧化碳气体保护焊。电流为120A,电压为19V,焊丝为H08Mn2SiA迷宫φ1. 6,交织对称旋转间歇焊接缩短了每道焊缝。长度,每个焊缝的长度不超过100mm,且焊接角度高3mm汽车检具,以减少焊接变形和焊接应力。焊接顺序如图5所示。
在检查夹具主体的设计中应注意以下几点:
探头的平面不仅使基准平面A弯曲,而且还使平面B弯曲。此外,计算机控制Z方向支撑向下移动分层的厚度,然后激光扫描头由计算机控制,在XY方向上进行扫描以获得第二层的平面切片。
为确保固定探针和活动探针的表面具有足够的耐磨性,必须通过高频淬火表面;
为了将检查工具平稳地移入试件凸锥的外圆并将其定位,假定要保证工件的夹紧方式,则在工件之间必须留有空间可移动探针和测试体的导向座的左端面。 2mm间距。
东莞市永帆汽车检测设备有限公司成立于2007年,位于东莞市长安镇金明模具城。它专门从事汽车零部件检测工具和固定装置的研发,生产和销售,服务于国内市场。为了扩大生产,公司于2013年3月在东莞市虎门镇大宁社区创业二路3号建立了生产基地,占地面积约5,000平方米。公司一直秉承“以诚,守信,勤奋,科学,务实,高效的态度对待人”的经营理念,崇尚客户至上,以人为本,质量为本汽车检具,精益求精,持续改进的企业方针。技术创新和管理创新。








")
")
")







